
Дуговая сварка используется для соединения металлических изделий. Свое название она получила потому, что в процессе соприкосновения электрода с металлом проходящий между ними электрический ток образует дугу.
Ее задача – не дать газам проникнуть в зону сварки, под действием которых снижается качество шва. Последний – это расплавленный металл от электрода, заполняющий собой зазор между свариваемыми металлическими элементами.
Общие сведения
Содержание статьи
Температура дуги – до +7000 ℃. Это намного выше, чем температура плавления всех известных металлов. При этом используется электрический ток большой силы, но небольшого напряжения. Оно попадает сразу на свариваемую трубу и на сварочный электрод (сразу на два контакта).

Выделяется большая тепловая энергия, которая расплавляет и электрод, и кромки свариваемых труб. Так происходит соединение на молекулярном уровне.
Виды дуговой сварки
Процесс сваривания двух труб классифицируется по трем позициям. Первая – это степень механизации.
Здесь также три позиции:
- Ручная дуговая сварка. Сварку проводит человек вручную, не используя механизмы. Обозначают такую технологию так – ММА.
- Механизированная, она же полуавтоматическая. Обозначается – MIG/MAG. Здесь используются плавящиеся электроды. Сварочная проволока подается в зону соединения труб с помощью специального автомата. Остальные операции проводятся вручную.
- Автоматическая. Здесь все происходит без участия человека. Оператор просто задает параметры сварки.
Вторая – тип сварочной дуги.
Здесь две позиции:
- Зависимая дуга, она же прямого действия – горит между трубой и электродом. Все составляющие процесса являются частью электрической цепи.
- Независимая, она же косвенного действия. Горение происходит между электродами.
Третья – по типу используемого электрода:
- Плавящийся.
- Неплавящийся: графитовый, угольный, вольфрамовый и прочие.
Существует такой термин как режим дуговой сварки. Он не входит в классификацию, но важность его очевидна. Сам процесс зависит от основных и дополнительных параметров.
К первым относятся:
- сила тока;
- диаметр используемого электрода;
- полярность тока;
- напряжение сварочной дуги.
Ко вторым:
- расположение шва в пространстве;
- толщина заготовки;
- число требуемых проходов, чтобы заполнить сварочную ванну, и прочее.
К примеру, чтобы правильно выбрать диаметр электрода, надо знать толщину стенки труб. Соответственно подбирается и режим сварки дуговой, который зависит от силы тока, выставленного на сварочном аппарате. Для примера такая зависимость трех параметров приведена в таблице ниже.

Еще один тип классификации, в основе которого лежит защита сварочной ванны от воздуха. Все дело в том, что в состав воздуха входят активные газы. Один из них – азот, который при соприкосновении с металлом образует его соединения: оксиды, нитраты, нитриты и прочее. Они становятся причиной образования пор, неплотностей и твердых оксидных пленок, снижают качество дуговой сварки. То же самое касается и кислорода. Чтобы этого не происходило, сварочную ванну защищают различными газами.
Для чего используют такие материалы и технологии:
- Дуговая сварка покрытыми электродами. На стальной стержень электрода наносится обмазка, которая в процессе горения выделяет газ, обволакивающий ванну. Он и препятствует воздуху проникнуть в зону соединения.
- Сварка под флюсом. Для этого используется стальной стержень вместо стандартного электрода. Место стыковки двух труб засыпают порошковым флюсом. Последний при высоких температурах начинает гореть и выделять защитный газ.
- Дуговая сварка в защитном газе. Здесь также используется стальной стержень, только в зону соединения подается струя защитного газа.
- Используется порошковая проволока. Это стальная проволока, внутрь которой заложен порошковый флюс.
И последнее разделение, в основе которого лежат особенности ведения теплоты.
Здесь две технологии:
- С непрерывным нагревом – используются вышеописанные методы, где применяется непрерывное ведение электрода внутри сварочной ванны.
- Импульсно-дуговая сварка. Этот вариант сегодня чаще остальных используется для сборки трубопроводов.
Последняя технология – это все та же дуговая сварка, только на конец электрода (дуги) подается импульс, повышающий силу тока.
Получается так:
- под действием дуги электрод расплавляется;
- подается импульс, под действием которого образуется капля требуемого размера;
- она отделяется от стержня и падает в сварочную ванну;
- в это время сила тока падает до уровня базового значения;
- процесс повторяется.
Для проведения импульсной дуговой сварки используется специальное оборудование. Это не ручной способ.
Принцип работы
Если свариваются две трубы, то соединяемые кромки подготавливаются:
- срезают фаску под углом 45º;
- поверхности очищают и обезжиривают.
Готовится к работе сварочный аппарат. Его выставляют на требуемый режим работы, который определяется типом используемых электродов. Один кабель соединен с держаком, в который вставлен электрод. Второй – с трубой.
Включается сварочный аппарат, который передает или постоянный, или переменный ток. Он проходит от электрода до трубы, нагревая зону контакта с помощью образовавшейся дуги.
Электрод выполняет функции катода, а труба анода. Дуга образуется, когда от электрода до металла остается небольшое расстояние – 1-2 мм.
Но чтобы дуга зажглась и поддерживала горение, необходимо три фактора:
- источник электрического питания. Есть одно условие – напряжение дуги должно быть ниже напряжения холостого хода источника питания;
- в зоне дуги должен происходить процесс ионизации;
- чтобы повысить стабильность работы, необходимо реактивное сопротивление внутри электрической цепи.
Нюансы дуговой сварки
Качество шва зависит от множества факторов.
Вот основные:
- Размер сварочной дуги. Опытные сварщики, набившие руку, точно держат размер по всей длине шва.
- Сам процесс должен проводиться плавно. Никаких резких движений.
- Особое внимание движениям из стороны в сторону вдоль ширины шва. Так контролируется толщина стыка.
- Толстые трубы надо сваривать с двух сторон: снаружи и изнутри.

Работа дуговой сваркой
Если необходимо соединить две стальные трубы, то в процессе дуговой сварки лучше использовать постоянный ток. Исключение – трубы алюминиевые. У этого цветного металла на поверхности всегда присутствует оксидная пленка. Она прочная, поэтому требует большей температуры нагрева. А это может дать только ток переменный.
Начиная работать, необходимо правильно выставить силу тока на сварочном аппарате. Она зависит от нескольких факторов. Знать их не обязательно, потому что производители об этом позаботились. К сварочному аппарату прилагается инструкция, где есть таблица с указанием силы тока в разных ситуациях – в зависимости от толщины стенки трубы, от скорости перемещения электрода и прочих.
Следующий показатель – скорость сваривания или движение электрода. Здесь все зависит от толщины металла. Чем толще, тем скорость ниже. По сути, электрод на одном месте держать надо столько, чтобы металлом заполнилась сварочная ванна – расстояние между кромками двух свариваемых труб.
Сварочный металл должен немного возвышаться над поверхностью труб. Слишком низкая скорость недопустима. Металл будет быстро растекаться, заполняя собой пространство впереди электрода. Это будет мешать сварочному процессу.
Третий показатель – зажигание дуги. Оно может быть точечным (постукивание) или чирканьем. Последний – это когда электродом проводят по поверхности металла, то есть соприкосновение производится по нескольким точкам.
Как сделать шов
В первую очередь надо правильно подвести электрод к металлу. Его подносят под углом 60-70º. Как только образовалась дуга, электрод отводят от поверхности стыка на расстояние 1-3 мм. Если дуга не появилась, значит, силы тока не хватает. Надо отрегулировать сварочный аппарат.
Электрод в процессе дуговой сварки выгорает, поэтому его приходится опускать, чтобы сохранить требуемый зазор. Важно правильно работать с электродом в плане его перемещения внутри сварочной ванны.
Здесь применяют три режима:
- Поступательный. Такой способ используется для соединения труб небольшого диаметра. Электрод ведется строго по оси стыка. Шов получается тонким, но прочным.
- Продольный. Его используют, когда стык не широкий. Получается нитка шва высокой прочности.
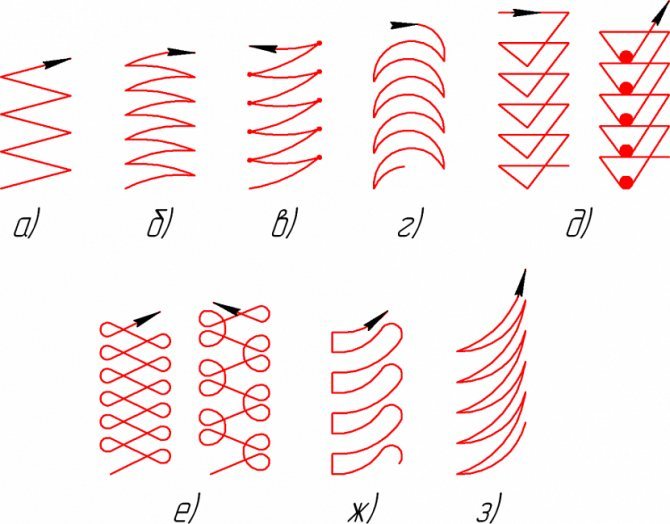
- Поперечный. Его используют чаще для стыковки двух труб. Это колебательные движения поперек оси с наслоением расплавленного металла. Ширина соединения выбирается из расчета толщина стыкуемых деталей.
Поперечный шов формируется необязательно колебательными движениями. Они могут в виде петли, восьмерки, зигзага, елочки и пр.
Как сварить неповоротный вертикальный стык
Дуговая сварка неповоротных стыков – один из самых сложных сварочных процессов. Трубы установлены, зафиксированы и повернуть их, чтобы провести соединение удобно, не получится. Отсюда и название.
Вертикальный стык получается при горизонтальном расположении оси трубы. Горизонтальный – при вертикальном. Если толщина стенок труб 3-300 мм, то дуговую сварку проводят слоями в 4 мм. Ширина слоя (валика) не должна превышать двух диаметров электрода.
При толщине более 300 мм используют обратно-ступенчатую технологию – сварка проводится участками длиною 15-30 см с наслоением краев друг на друга. Нахлест швов равен 2-4 см.
Вертикальный стык варится сверху вниз. Главное требование – сделать качественным корневой шов. Его делают ниточным высотою 1-1,5 мм. Важно дуговую сварку проводить так, чтобы на кромки стыка труб не попадали капли расплавленного металла. Поэтому шов варят короткой дугой.
Следующие за корневым швом слои наносят колебательными движениями. Валик должен образовывать вогнутость или выпуклость. Если выпуклость большого размера, значит, образовался непровар, снижающий качество стыка. Особенно это касается потолочного шва.
Поверхность каждого слоя надо очищать перед нанесением следующего.
Последний шов накладывается толщиною 2-3 мм. Его края должны выходить за края кромок труб на 2-3 мм.
Если свариваются дуговой технологией трубы диаметром более 600 мм, то корневой шов проваривается и снаружи, и изнутри. Последний носит название подварочный шов.
Дуговая сварка облицовочного шва
Этот тип шва является последним в многослойной дуговой сварке. Его выполняют для того, чтобы стык двух труб смотрелся красиво. Наносят стандартным способом – поперечным, совершая колебательные движения электродом.
Как производятся «мазки» электродом
Мазок – это короткий шов. Его часто используют, когда необходимо прихватить две трубы между собой, чтобы дальше провести полный цикл сваривания. Чисто технологически, это формирование шва от одной кромки трубы до другой. После чего делается короткий обрыв – конец электрода отводится от поверхности металла, затем сразу же начинается сварка заново. Здесь важно, чтобы шлак, образовавшийся на поверхности стыка, не остыл.
Если толщина стенки большая, то мазок делают двойным. Электрод ведется от одной кромки к другой, и в обратную сторону, но без обрыва дуги. После чего ее обрывают, и двойное движение повторяется.
Ошибки при дуговой сварке
Существует пять типичных ошибок, которые совершают молодые сварщики:
- Сила тока была подобрана неправильно. Если ток большой – велика вероятность, что образуется прожог металла. Если небольшой – появятся непровары.
- Высокая скорость перемещения электрода. Это причина появления непроваров.
- Дуговая сварка проводится без отрывов. Появляются прожоги.
- Неправильно выбран зазор между электродом и поверхностью металла. Большой зазор приводит к перерасходу расходных материалов. Малый приведет к деформациям кромок труб и даже к их разрушению.
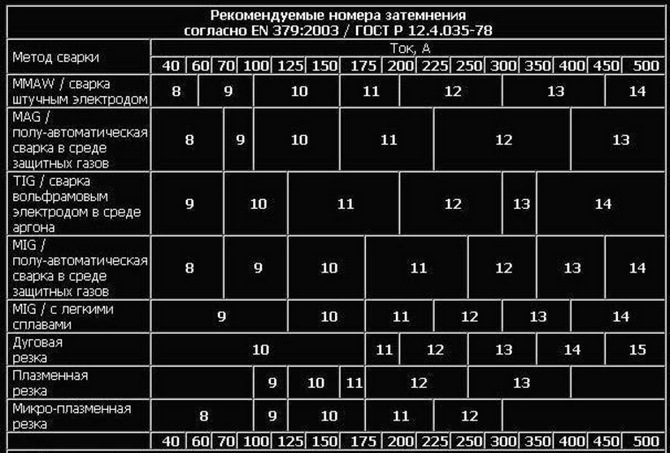
- Неправильно подобран светофильтр на маске, который защищает глаза от ультрафиолетового излучения. Ниже таблица, чтобы правильно сделать выбор.
И другие советы и рекомендации, чтобы не допускать ошибки в процессе проведения дуговой сварки:
- электроды должны быть сухими;
- кромки труб очищать надо обязательно.
Особенности дуговой сварки при минусовых температурах
При низких температурах свойства металла изменяются. Это касается и труб, и валика. При этом последний быстрее остывает, что также сказывается на технических характеристиках соединения. И не в лучшую сторону. При этом сварщик одевается теплее, что сковывает его движения. И это тоже отражается на качестве дуговой сварки.
Рекомендации при проведении сварочных работ при низких температурах:
- Лед и снег – враги номер один. Соединяемые трубы должны быть сухими. От снега их должно отделять расстояние – минимум 1 м.
- Свариваемые детали предварительно прогреваются. К примеру, если температура на улице минус 20 ℃, то прогревать трубы надо до температуры +120-150 ℃. Прогрев проводится по 10 см от кромки.
- Варить надо не стандартным режимом дуговой сварки, а постоянным током обратной полярности.
Техника безопасности при ручной дуговой сварке
Основные требования к сварщику:
- защитные перчатки на руках;
- защитный щиток, закрывающий лицо;
- спецодежда из брезента или кожи, которая плохо горит.
Другие требования:
- технически исправный сварочный аппарат;
- легковоспламеняющиеся, а также горючие материалы должны располагаться на расстоянии 10 м (как минимум) от места проведения дуговой сварки;
- рядом с местом сварки устанавливается средство пожаротушения;
- место проведения сварочных работ должно хорошо освещаться;
- в некоторых случаях рабочая зона ограждается;
- если процесс дуговой сварки проводится в закрытом помещении, то должна использоваться эффективно работающая система вентиляции.
Соединение труб дуговой сваркой считается лучшим вариантом. В зависимости от требований к трубопроводу могут использовать различные варианты: ручной, полуавтоматический или автоматический. При этом учитывается режим. Дуговая сварка – это непростая операция, требующая не только опыта, но и серьезных знаний.
Виды сварки: ручная электродуговая, сварка в среде защитного газа и аргонодуговая: видео.
А вы знали о таких нюансах дуговой сварки? Может, вам уже приходилось ее проводить? Поделитесь своим опытом в комментариях. Сохраните статью в закладках, чтобы не потерять полезную информацию.









Информация полезная, но я считаю, что всем вот этим сварщик с образованием должен заниматься. Это не тот тип работ, где и любитель справится.
Ну, не знаю. Я у себя дома систему отопления сам сварил и ничего, все нормально. Хотя я то как раз самоучка. Мне отец все показывал.